

Плоскошлифовальный станок по металлу: способы и техники шлифовки
Содержание
- 1 Плоскошлифовальный станок по металлу: способы и техники шлифовки
- 1.1 Плоскошлифовальный станок по металлу: способы и техники шлифовки
- 1.2 Общие сведения
- 1.3 Способы обработки металла
- 1.4 Техники шлифования
- 1.5 Методы шлифовки периферией круга
- 1.6 Конструктивные особенности оборудования
- 1.7 Ремонт станка и его модернизация
- 1.8 Как сделать шлифовальный станок самостоятельно
- 1.9 Обработка на плоскошлифовальных станках
- 1.10 Плоскошлифовальные станки — конструкция и способы шлифовки металла
- 1.11 Общее описание
- 1.12 Способы шлифовки
- 1.13 Конструкция плоскошлифовального станка
- 1.14 Станок плоскошлифовальный – микронная точность обработки деталей
- 1.15 1 Станок плоскошлифовальный – общее описание оборудования
- 1.16 2 Шлифование деталей на плоскошлифовальных установках торцом круга
- 1.17 3 Способы и особенности шлифования периферией круга
- 1.18 4 Конструкция плоскошлифовальных станков
Плоскошлифовальный станок по металлу: способы и техники шлифовки
 Плоскошлифовальный станок служит для обработки поверхности металлических изделий. Основным предназначением считается чистовая и финишная обработка плоских поверхностей изделий при помощи алмазных или абразивных кругов. Заготовки изделий можно закрепить на магнитной плите или зеркале стола. Способ подачи, продольный или круговой, будет зависеть от формы стола.
Плоскошлифовальный станок служит для обработки поверхности металлических изделий. Основным предназначением считается чистовая и финишная обработка плоских поверхностей изделий при помощи алмазных или абразивных кругов. Заготовки изделий можно закрепить на магнитной плите или зеркале стола. Способ подачи, продольный или круговой, будет зависеть от формы стола.
Плоскую поверхность металла можно с высокой точностью отшлифовать при помощи такого устройства. Степень шероховатости соответствует ГОСТу и составляет от 0,63 до 0,16 микрометров после обработки. После обработки на таком оборудовании чистота поверхности будет соответствовать 9-10 классу. Для точности работы и получения качественных изделий лучше приобрести станок, сделанный на предприятии, чем собирать своими руками из подручных материалов. На собранном самостоятельно устройстве может уходить больше времени на обработку деталей, и он будет иметь большую погрешность.
Общие сведения
Для обработки фасонных поверхностей требуется установка дополнительного оборудования. Современные плоскошлифовальные станки способны обрабатывать даже элементы конусообразной формы. Все устройства общего назначения можно разделить на категории:
- Неавтоматизированные устройства.
- Полуавтоматические устройства с поддержкой активной регулировки работы настольного аппарата.
 Современная промышленность позволяет приобрести различные варианты аппаратов, что позволит обработать детали различной формы. Для обработки периферией круга потребуется станок с суппортом, горизонтальным шпинделем и столом прямоугольной формы.
Современная промышленность позволяет приобрести различные варианты аппаратов, что позволит обработать детали различной формы. Для обработки периферией круга потребуется станок с суппортом, горизонтальным шпинделем и столом прямоугольной формы.
Такой аппарат идеален для шлифования границ торцевых поверхностей, обозначенных кожухом устройства. Обычно такие устройства приобретают для инструментальных цехов.
Горизонтальный и вертикальный шпиндель могут иметь универсальные станки со столом прямоугольной формы. Они характеризуются не самой высокой точностью шлифовки, зато отличаются высокой производительностью в силу установленных мощных электродвигателей, больших шлифовальных кругов и конструкции повышенной жесткости. Именно в этом и состоит главное отличие от станков с крестовым суппортом.
Способы обработки металла
На плоскошлифовальном станке металл обрабатывается:
При обработке торцом круга можно достичь высокой производительности. При таком способе незначительной величиной описывается дуга контакта детали и аппарата. Благодаря этому достигается высокая температура в зоне шлифования, что приводит к снижению точности проведения операции. Сложности могут возникнуть и с отводом стружки на таком устройстве.
Техники шлифования
При работе на плоскошлифовальном устройстве можно выделить следующие техники:
- Многопроходная обработка. При этой технике требуется фиксация элемента на поверхности. Скорость его перемещения в процессе обработки достигает 45 метров в минуту. Метод обработки сводится к многократному передвижению изделия под кругом до полного снятия припуска. При этом последние ходы станок осуществляет без подачи или с небольшой вертикальной подачей.

 Однопроходная обработка. Используется для станков с круглыми столами. При этом способе станок проходит за один раз вертикально во всю глубину. В результате этого весь припуск с детали снимается за один оборот. Устройства с тремя головками позволят удалить большой припуск при максимальной точности шлифовки. Такие устройства применяются в основном при массовом производстве.
Однопроходная обработка. Используется для станков с круглыми столами. При этом способе станок проходит за один раз вертикально во всю глубину. В результате этого весь припуск с детали снимается за один оборот. Устройства с тремя головками позволят удалить большой припуск при максимальной точности шлифовки. Такие устройства применяются в основном при массовом производстве.- Двусторонняя обработка. Эта технология предполагает шлифовку двух торцов детали одновременно. При этом способе для полного снятия припуска потребуется не один проход изделия. Суть метода заключается в прямолинейной или круговой подаче детали. За счет вращения инструмента осуществляется резка металла. Периферией круга следует обрабатывать изделия со средней жесткостью. При торцевом методе обработки производительность будет выше, чем при методе периферии.
Методы шлифовки периферией круга
Существующие методы шлифовки:
- Глубинный метод. Этот метод позволяет снимать значительный припуск с деталей с каждым ходом. В этом случае отмечается минимальная скорость продольной подачи. При этом методе наблюдается быстрое стирание круга вследствие приходящейся тяжести удаления на абразивы, расположенные у торца.
- Метод с врезной непрерывной подачей. Применяется этот метод для обработки изделий, у которых высота больше ширины, а обрабатываемая поверхность имеет борты. Этот метод характеризуется невысокой точностью работы и отсутствием поперечной подачи. Мастеру приходится постоянно поправлять станок в силу неравномерного изнашивания инструмента.
- Метод с поперечной прерывистой подачей. Данный метод позволяет производить качественную обработку деталей. Применяется этот метод для плоскошлифовальных станков с горизонтальным шпинделем и круглым столом. Такая техника характеризуется высокой точностью. Шлифовальный инструмент по высоте должен быть выше по сравнению с показателем поперечной подачи.
Конструктивные особенности оборудования
 Станок представляет собой устройство с закрепленной на тумбе литой рамой со станиной, отлитой в виде цельного инструмента. Вертикальные направляющие располагаются по бокам от проема в центре рамы. Для гидравлического или ручного передвижения шлифовальной бабки имеется передвигающаяся каретка с направляющими. Такое расположение позволяет увеличить показатель жесткости агрегата.
Станок представляет собой устройство с закрепленной на тумбе литой рамой со станиной, отлитой в виде цельного инструмента. Вертикальные направляющие располагаются по бокам от проема в центре рамы. Для гидравлического или ручного передвижения шлифовальной бабки имеется передвигающаяся каретка с направляющими. Такое расположение позволяет увеличить показатель жесткости агрегата.
Кинематические короткие цепи обеспечивают стабильную подачу. На аппарате они выглядят как гайка качения, винт и направляющие. Вертикальное перемещение шлифовальной бабки и каретки обеспечивается специальным автоматическим приспособлением, которое монтируется на передней стенке станины.
Быстрое движение по вертикали обеспечивается аналогичным механизмом, расположенным позади станка. Среди основных элементов плоскошлифовального станка можно выделить: оградительные блоки, блокирующие механизмы, приспособления отскока (в случае выхода из строя шлифовальной бабки). Все эти устройства позволяют работать со станком на должном уровне безопасности.
Основные параметры станков
При покупке станка для шлифовки металла следует обратить внимание на такие параметры:
- Размер стола.
- Скорость вращения шлифовального круга и его диаметр.
- Способ шлифования: периферией или торцом круга.
- Мощность станка.
- Напряжение питания.
- Размер стола для работы.
- Диаметр инструмента для шлифования.
- Номинальное число оборотов.
- Габариты.
- Вес станка.
- Цена.
Оценка этих параметров необходима в зависимости от предназначения аппарата (для личного использования или производственных работ) и требуемого количества обработки деталей.
Ремонт станка и его модернизация
В ходе эксплуатации и выпуска деталей, поставленных на поток,  все механизмы со временем начинают изнашиваться. Детали подвергаются замене по истечении срока службы каждого конкретного элемента. Такое отношение к оборудованию повышает точность проведения работ и безопасность персонала. Капитальному ремонту подлежат станки после двадцатилетнего срока эксплуатации.
все механизмы со временем начинают изнашиваться. Детали подвергаются замене по истечении срока службы каждого конкретного элемента. Такое отношение к оборудованию повышает точность проведения работ и безопасность персонала. Капитальному ремонту подлежат станки после двадцатилетнего срока эксплуатации.
Производитель дает гарантийный срок службы на каждый элемент станка, но в зависимости от загруженности оборудования замена может потребоваться и раньше. Модернизация оборудования позволяет увеличить количество выпускаемых деталей.
Как сделать шлифовальный станок самостоятельно
Для домашнего использования можно сделать станок самостоятельно при наличии имеющихся деталей. Гриндер является самой распространенной моделью для домашнего применения. Его устройство и метод сборки предельно просты. Для сборки потребуются такие детали:
- Станина из толстых металлических уголков.
- Двигатель.
- Ролики в количестве 4 штук.
- Пружины — 2 штуки.
- Наждачная лента.
Неудобство эксплуатации этого устройства для постоянного применения заключается в постоянном растяжении ленты. Чтобы регулировать натяжение ленты, устанавливают пружины и при помощи ручки регулируют их длину. Ручка также служит планкой для подъема одного ролика.
 Установка ригелей совместно с таким устройством позволяет реже производить замену ленты. Если ролики сделаны из титана или прочной стали, то им замена не потребуется. К станине прочными болтами крепятся втулки роликов до неподвижного состояния. По принципу подшипника выполняют вращающуюся часть ролика.
Установка ригелей совместно с таким устройством позволяет реже производить замену ленты. Если ролики сделаны из титана или прочной стали, то им замена не потребуется. К станине прочными болтами крепятся втулки роликов до неподвижного состояния. По принципу подшипника выполняют вращающуюся часть ролика.
Такой станок в домашнем арсенале позволит обрабатывать изделия из металла и дерева. Особое внимание при самостоятельной сборке станка следует уделить мощности двигателя. Мощности мотора от стиральной машины хватит для обработки дерева. На таком устройстве можно затачивать и шлифовать домашний инструмент. Для обработки изделий, требующих большой точности шлифования, лучше приобрести станок заводского производства.
Обработка на плоскошлифовальных станках
Плоское шлифование является высокопроизводительным методом обработки плоских поверхностей разнообразных деталей машин из закаленных и незакаленных сталей, твердых сплавов, керамики и других материалов. Плоское шлифование обеспечивает высокую точность размеров, формы и расположения шлифованных поверхностей, высокое качество их поверхностного слоя. Благодаря значительной производительности плоское шлифование применяют вместо чистового строгания и фрезерования, а также вместо такой трудоемкой операции, как шабрение.
В зависимости от того, какая из поверхностей круга является рабочей, различают плоское шлифование периферией и торцом круга (рис.7.5), при этом заготовки устанавливают на прямоугольном или круглом столе.
Плоское шлифование периферией круга (рис.7.5,а) выполняется при возвратно-поступательном или вращательном движении касательной подачи. Шпиндель круга располагается горизонтально. Возвратно-поступательное касательное движение подачи осуществляется прямоугольным столом станка 1, на котором устанавливают обрабатываемые заготовки 2. Осевое движение подачи осуществляется заготовкой или шлифовальным кругом периодически после каждого хода стола в касательном направлении или после каждого двойного хода. Подача на глубину (радиальная подача) осуществляется шлифовальным кругом периодически после завершения одного полного хода в осевом направлении перед началом другого хода.
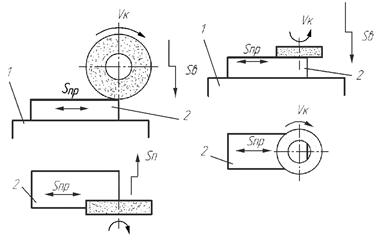
Рис.7.5. Схемы шлифования плоскости периферией (а)
и торцом (б) круга
При плоском шлифовании с вращательным движением подачи обрабатываемые заготовки устанавливают на круглом вращающемся столе станка. Осевое движение подачи осуществляется шлифовальным кругом или заготовкой в направлении радиуса стола и является возвратно-поступательным; осевая подача задается в миллиметрах на оборот стола.
Станки, работающие периферией круга, отличаются универсальностью. Их применяют в средне- и мелкосерийном производствах.
Плоское шлифование торцом круга (рис.3.90,б) осуществляется при возвратно-поступательном, поступательном или вращательном касательном движении подачи. Шпиндель шлифовального круга располагается вертикально.
Возвратно-поступательное касательное движение подачи выполняет стол станка 1, на котором закрепляют обрабатываемые заготовки 2. При поступательном движении касательной подачи стол станка и шлифовальная бабка неподвижны, заготовку устанавливают на специальный транспортер, который опирается на рабочую поверхность стола станка. Транспортер осуществляет движение касательной подачи, перемещая заготовки вдоль стола через зону обработки. При вращательном движении подачи шлифование выполняется одним или несколькими кругами.
При торцовом шлифовании радиальное движение подачи обычно отсутствует, так как диаметр круга больше ширины рабочей зоны стола. Осевое движение подачи производится в большинстве случаев шлифовальным кругом.
Шлифование торцом является более производительным способом обработки, чем периферией круга, так как в резании одновременно участвует большее число режущих зерен. Однако увеличение площади контакта шлифовального круга с обрабатываемой заготовкой вызывает рост силы резания и интенсивное тепловыделение, что может явиться причиной деформации заготовки, образования прижогов и трещин на обработанной поверхности.
Плоскошлифовальные станки подразделяются на группы в зависимости от схемы обработки, характера движений подач и вида рабочей поверхности круга.
Плоскошлифовальные станки общего назначения с прямоугольным столом (рис.7.6) имеют шлифовальные бабки с горизонтальной или вертикальной осями вращения шпинделя. Такие станки различаются по степени автоматизации. Существуют неавтоматизированные станки и полуавтоматы с приборами активного контроля. Станки с вертикальным расположением шпинделя выполнены на базе станков с горизонтальным расположением шпинделя и отличаются только наличием каретки, на которой крепится шлифовальная бабка.
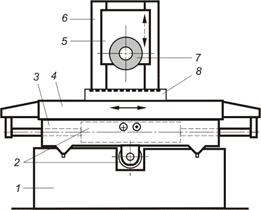
Рис.7.6. Плоскошлифовальный станок: 1 – станина; 2 – гидроцилиндры поперечной и продольной подач; 3 – поперечная каретка; 4 – продольный стол; 5 – шлифовальная бабка; 6 – стойка; 7 – шлифовальный круг; 8 – магнитная плита
Плоскошлифовальные станки с круглым вращающимся столом и горизонтальным расположением шпинделя подразделяются на неавтоматизированные и полуавтоматы. Такие станки целесообразно использовать для обработки колец, шайб, втулок, дисков в серийном и массовом производстве. Стол станка имеет наклон, что позволяет шлифовать не только плоские, но и наружные и внутренние конические поверхности. Важной особенностью конструкции станков является возможность автоматического регулирования частоты вращения стола, а также скорости его движения в осевом направлении в зависимости от расстояния между центром вращения стола и шлифовальным кругом.
Плоскошлифовальные станки с круглым вращающимся столом и вертикальным расположением шпинделя предназначены для шлифования торцом круга открытых плоскостей заготовок различной конфигурации в условиях серийного и массового производства. Схемы обработки на плоскошлифовальных станках с круглым вращающимся столом представлены на рис. 7.7.
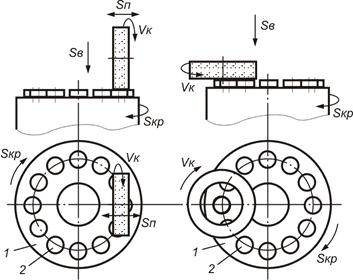
Рис. 7.7. Схемы карусельно-шлифовальной обработки на станках:
а – с горизонтальным; б – с вертикальным расположением шпинделя
Двусторонние торцешлифовальные станки выпускают в двух модификациях: с горизонтальным и вертикальным расположением шпинделя. Например, такие станки могут быть использованы для шлифования двух параллельных торцов деталей типа колец подшипников.
Продольношлифовальные станки предназначены в основном для шлифования направляющих станков и плоскостей корпусных деталей. Эти станки выпускают одностоечными и двухстоечными двух модификаций: с одной или двумя шлифовальными бабками для работы периферией круга или с двумя бабками для работы и периферией и торцом круга.
Существуют разнообразные способы и устройства для установки и закрепления заготовок при плоском шлифовании. Их выбор определяется формой, размерами и материалом обрабатываемых заготовок, моделью шлифовального станка, типом производства и т.д.
В большинстве случаев плоскошлифовальные станки оснащают электромагнитными плитами различных размеров и типов. На станках с возвратно-поступательным движением стола применяют прямоугольные электромагнитные плиты, на станках с вращающимся столом – круглые. В крупносерийном и массовом производствах могут быть использованы специальные приспособления.
Плоскошлифовальные станки — конструкция и способы шлифовки металла
Плоскошлифовальный станок – это устройство, посредством которого происходит обработка поверхности металлических изделий.

Общее описание
Данное устройство позволяет проводить шлифовку плоской металлической поверхности с высокой точностью. В ходе работы чистота обрабатываемой поверхности соответствует 9–10 классу. Такой результат сопоставляется со степенью шероховатости в 0,63–0,16 микрометров по ГОСТу 2789-73.
Если на плоскошлифовальном станке установлено дополнительное оснащение, на нем можно производить обработку не только плоских, но и фасонных поверхностей. Недавно также стали доступными плоскошлифовальные машины, которые позволяют обрабатывать конусообразные элементы.
Аппараты для плоской шлифовки металла представлены в разнообразных вариантах, благодаря чему можно работать с деталями разной формы. Так, станок с прямоугольным столом, суппортом и горизонтальным шпинделем подходит для обработки периферией круга. Он хорошо шлифует торцовые поверхности в границах, обозначенных кожухом устройства. Данный тип плоскошлифовальных станков можно встретить в инструментальных цехах.
Универсальные инструменты с прямоугольным столом могут иметь вертикальный и горизонтальный шпиндель. Точность шлифовки у них не самая высокая, зато для них характерна хорошая производительность благодаря мощным электродвигателям, большим шлифовальным кругам и повышенной жесткости конструкции. В этом заключается отличие универсального оборудования от аппаратов с крестовым суппортом.

Плоскошлифовальный станок с чпу
По степени автоматизма устройства общего назначения подразделяются на две категории:
- полуавтоматы, поддерживающие активную регулировку работы настольного аппарата;
- неавтоматизированные.
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.

Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Элемент фиксируется на поверхности и перемещается со скоростью около 45 метров в минуту. Изделие неоднократно передвигается под кругом, который постепенно поступает вглубь, пока полностью не снимется припуск. Последние ходы протекают без подачи или с небольшой вертикальной подачей.
Такой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.
Техника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
С каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.
С врезной непрерывной подачей
Шлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
С поперечной прерывистой подачей
При такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.

Настольный плоскошлифовальный станок
Конструкция плоскошлифовального станка
Рассмотрим конструктивные особенности плоскошлифовального станка. Литая рама устройства закреплена на тумбе, отлитой со станиной как цельный элемент. Посередине рамы есть проем, по бокам от которого располагаются вертикальные направляющие. По ним продвигается каретка, оборудованная направляющими, необходимыми для ручного или гидравлического передвижения шлифовальной бабки. Такое расположение необходимо для увеличения жесткости агрегата.
Стабильные подачи плоскошлифовального станка обеспечиваются за счет кинематических коротких цепей, которые представлены в виде винта и гайки качения, а также направляющих. Специальное автоматическое приспособление, которое монтируется на передней стенке станины, обеспечивает вертикальное перемещение каретки и шлифовальной бабки. Сзади устанавливается еще один аналогичный механизм, благодаря которому происходит ускоренное движение по вертикали.
Плоскошлифовальный станок, как правило, содержит следующие элементы:
- различные блокирующие механизмы;
- оградительные блоки;
- приспособления отскока на случай вывода из строя шлифовальной бабки.
Перечисленные устройства обеспечивают безопасность при работе с плоскошлифовальным станком.
Станок плоскошлифовальный – микронная точность обработки деталей
Станок плоскошлифовальный представляет собой металлорежущий агрегат, на котором при помощи абразива выполняется обработка поверхностей изделий из металла.
1 Станок плоскошлифовальный – общее описание оборудования
Интересующие нас станки дают возможность осуществлять шлифование плоских поверхностей металлических заготовок с микронной точностью. При выполнении рабочих операций чистота поверхности обрабатываемых деталей находится на уровне 8–10 класса. Такой показатель сопоставим со значением шероховатости 0,63–0,16 микрометров по Государственному стандарту 2789–73.
В тех случаях, когда на станочное оборудование монтируется добавочный инвентарь, на агрегатах можно обрабатывать не только плоские поверхности, но еще и фасонные. Кроме того, в последние годы появились плоскошлифовальные установки, на которых разрешается обрабатывать заготовки конической формы.

Вообще агрегаты для плоского шлифования металла имеют различные конструкции. Это позволяет им работать с разнообразными изделиями. Так, например, оборудование с прямоугольным столом, шпинделем горизонтального типа и суппортом считается оптимальным для обработки деталей периферией круга. А вот торцовые поверхности на нем лучше шлифуются в пределах, разрешенных кожухом рабочего инструмента. Станки описанного вида чаще всего используются в инструментальных цехах.
Общие по назначению (универсальные) установки со столом прямоугольной формы производятся с вертикальным и горизонтальным шпинделем. Они характеризуются сравнительно невысокой точностью шлифования, но при этом имеют отличную производительность, обусловленную наличием больших по мощности электрических двигателей, шлифовальных кругов крупных размеров, а также высокой жесткостью конструкции. Этим универсальные агрегаты отличаются от оборудования с крестовым суппортом.

По уровню автоматизации станки общего назначения делят на две группы:
- полуавтоматы, оснащенные устройствами активной регулировки работы агрегата;
- неавтоматизированные.
2 Шлифование деталей на плоскошлифовальных установках торцом круга
Обработка металлических изделий выполняется двумя методами:

Применение торца круга обеспечивает высокую производительность выполнения операции. При данном способе шлифования дуга контакта заготовки и рабочего инструмента описывается малой величиной. Это приводит к тому, что в области обработки формируются относительно высокие температуры, которые неизбежно уменьшают точность выполнения процедуры (при круговой подаче снижение точности особенно существенное). Кроме того, отмечаются некоторые затруднения, связанные с отводом металлической стружки от агрегата.
Технологии шлифования торцом круга:
- Многопроходная обработка. Изделие устанавливается на рабочую поверхность и движется со скоростью порядка 45 метров в минуту. При этом деталь много раз перемещается под кругом, который подается (постепенно) на глубину до того момента, пока припуск не буде снят в полном объеме. Самые последние ходы осуществляются либо совсем без подачи (такой процесс называют выхаживанием), либо с незначительной вертикальной подачей.

- Однопроходная схема. Данная методика подходит для агрегатов со столами круглой формы, когда шлифовальный инструмент подается вертикально на всю глубину за один проход. Это дает возможность снимать за один оборот поверхности весь припуск. Если необходимо добиться удаления большего припуска и при этом получить максимальную точность шлифования, рекомендуется использовать установки с 2–3 головками для обработки. Они оптимальны для применения в условиях крупных предприятий, занятых массовым производством, так как обеспечивают эффективную автоматизацию выгрузки и загрузки шлифуемых изделий.
- Двусторонний метод. Подразумевает одновременную обработку двух торцов детали. Как правило, осуществляется несколько проходов для полного снятия припуска. При озвученной методике основное движение подачи происходит за счет круговой или прямолинейной подачи заготовки, а движение резки образуется за счет вращения рабочего приспособления.
3 Способы и особенности шлифования периферией круга
Какой бы вариант обработки металлоизделий периферией круга не был выбран, он будет отличаться от рассмотренных выше технологий малым выделением теплоты и небольшими усилиями резки. Именно из-за этого периферией инструмента шлифуют невысокие по показателю жесткости заготовки. Заметим, что производительность процесса шлифования торцом всегда выше, нежели периферией круга.

Бывают следующие варианты шлифовки деталей периферией:
- Глубинное. Большой припуск снимается за каждый ход рабочей поверхности, причем продольная подача в данном случае описывается минимальной скоростью. В связи с тем, что находящиеся возле торца инструмента абразивные зерна принимают на себя всю тяжесть удаления припуска, круг достаточно быстро изнашивается и требует замены.
- С врезной непрерывной подачей. Шлифование, которое применяется в тех случаях, когда бурты ограничивают обрабатываемую плоскость, а также при обработке деталей с высотой большей, чем ширина. Поперечной подачи при данной методике нет, точность операции считается невысокой, круг изнашивается неравномерно, его необходимо править очень часто.

- С поперечной прерывистой подачей. При таком варианте шлифования даже поверхности с внушительными геометрическими размерами получают максимально качественную обработку. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. В большинстве случаев поперечный реверс и подача круга на глубину выполняются одновременно. Описанная методика характеризуется сравнительно высокой точностью, используется она на агрегатах с горизонтальным шпинделем и круглым столом.
4 Конструкция плоскошлифовальных станков
Компоновка рассматриваемых нами агрегатов идентична. Литая жесткая рама (колонна) станка крепится на тумбе, отлитой со станиной как одно целое. Колонна в средней своей части имеет проем. По обеим сторонам от него находятся вертикальные направляющие. По ним двигается каретка, оснащенная направляющими (горизонтальными), предназначенными для гидравлического либо ручного передвижения шлифовальной бабки. Указанная бабка и каретка располагаются подобным образом (между направляющими) не просто так, а с целью увеличения жесткости станочного оборудования.

Стабильные и точные подачи агрегата обеспечиваются кинематическими короткими цепями, под коими понимают винт и гайку качения, а также направляющие. Шлифовальная бабка и каретка перемещаются в вертикальном направлении за счет специального автоматического устройства, монтируемого на стенке (передней) станины, или же вручную. А на задней стенке устанавливают еще одно аналогичное устройство, которое отвечает за ускоренные передвижения по вертикали.

Почти все агрегаты для плоского шлифования включают в свою конструкцию:
- разнообразные блокировочные механизмы;
- специальные ограждающие блоки;
- устройства отскока в случае аварии шлифовальной бабки.
Все эти приспособления делают работу оператора станка более безопасной.

