

Как заварить чугун электросваркой
Содержание
- 1 Как заварить чугун электросваркой
- 1.1 Как заварить чугун электродом в домашних условиях
- 1.2 Особенности сварки чугуна
- 1.3 Методы сварки
- 1.4 Выбор электродов для сварки чугуна
- 1.5 Технология сварки чугуна электродом
- 1.6 Сварка чугуна по шпилькам
- 1.7 Заключение
- 1.8 Как варить чугун электросваркой. Сварка инвертором
- 1.9 Особенности сварки чугуна, виды чугуна
- 1.10 Методы сварки чугуна
- 1.11 Подготовка чугуна для сварки инвертором холодным методом
- 1.12 Процесс сварки
- 1.13 Технология сварки чугуна электродами. Описание процесса
- 1.14 Особенности материала
- 1.15 Особенности и проблемы сварки чугуна: как избежать трещин при остывании шва и добиться прочности соединения
- 1.16 Особенности сварки чугуна
- 1.17 Подготовка чугуна к сварке
- 1.18 Варианты сварки чугуна и их краткие характеристики
- 1.19 Основные способы сварки чугуна
Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.

Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Методы сварки
Для создания прочных швов разработаны три способа:
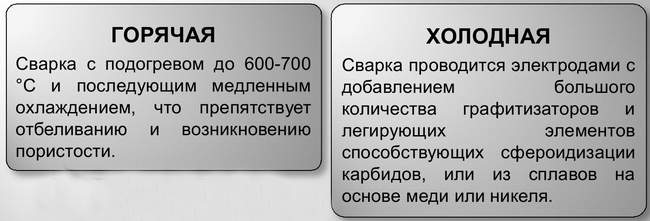
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.

Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
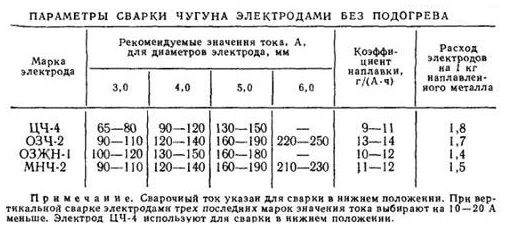
В зависимости от марки электродов и диаметра выбирается сила тока:
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Технология сварки чугуна электродом
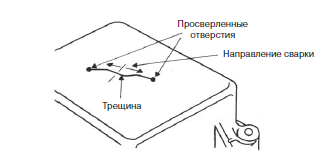
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
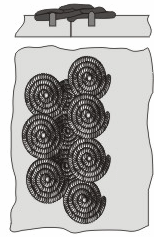
Сварка чугуна по шпилькам
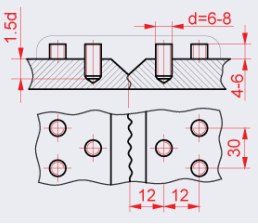
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Как варить чугун электросваркой. Сварка инвертором
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
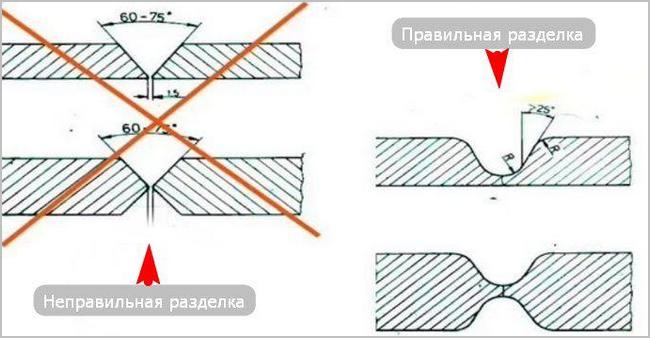
2. Разделка кромок.
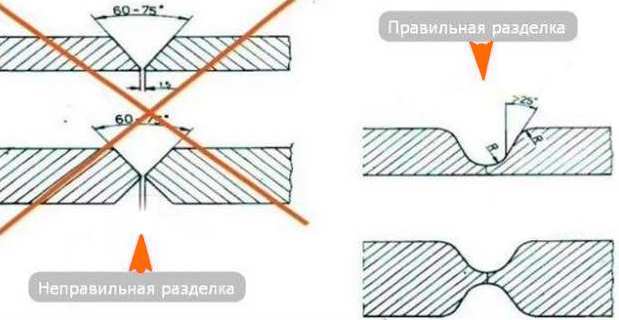
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
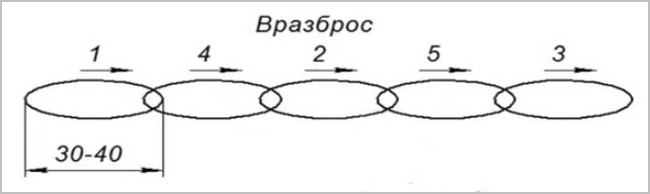
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Технология сварки чугуна электродами. Описание процесса
У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности материала
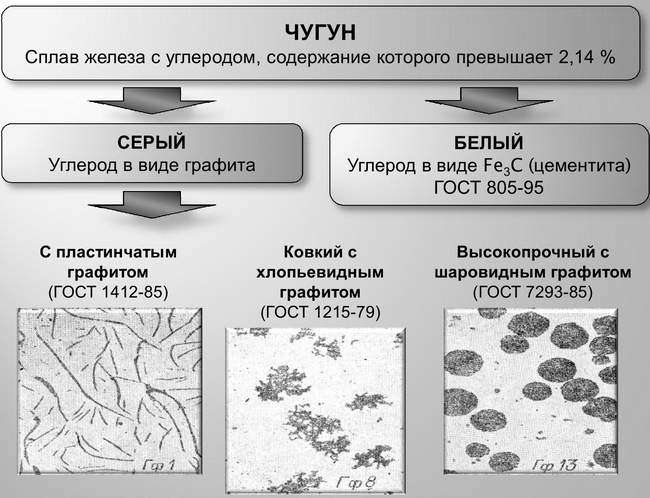
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.

- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
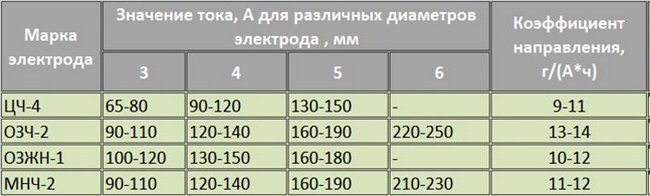
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Особенности и проблемы сварки чугуна: как избежать трещин при остывании шва и добиться прочности соединения
Сварка чугунных сплавов делается несколькими методами. Каждый из них выбирается как баланс между стоимостью и сложностью работ и прочностью, которая требуется от шва. Это вызвано физическими особенностями чугунных материалов, которые резко отличаются от подавляющей части остальных сплавов и металлов.
Особенности сварки чугуна
Чугун – это железный сплав с большим содержанием углерода. Углерод придает стальным сплавам твердость, при содержании его свыше 2,14% получаемый сплав уже является чугуном. Поскольку углерод не является металлом, он не может образовать с железом кристаллических решеток и присутствует в виде вкраплений графита различных форм или входит с железом в химическую связь. Из-за графита чугун имеет пористую структуру, насыщается газами и впитывает масло.
При сварке чугуна проблемы начинаются сразу после образования шва. При остывании, особенно быстром, легко возникают трещины, вызванные закалкой и сильными напряжениями в металле. Образуется карбид железа (цементит), чугун “отбеливается”, получает высокую твердость и хрупкость. Поэтому после сварки необходимо поддерживать температуру 200-300°C, постепенно снижая ее, чтобы избежать образования цементита.
Помогает также введение никеля в материал шва. Он смешивается с железом в любых соотношениях. При этом не образуется карбидов и повышения твердости, что позволяет избежать трещин. Можно использовать для этих целей медь, но она не обеспечивает такой однородности шва, как никель.
Сравнительно невысокая температура плавления чугуна (от 1200 до 1250 градусов) приводит к его высокой текучести и ограничивает положения сварки – особенно сложно варить потолочные швы. Кроме того, повышено газообразование, которое продолжается даже при остывании шва.
Так называемый “горелый” чугун (бывший длительное время под действием высоких температур) сваривать невозможно из-за появления окислов кремния и углерода. Вообще чугунные детали предпочтительно менять и при использовании не допускать их разрушения.
Основные трудности при сварке чугуна:
- образование трещин при остывании шва;
- сильное повышение твердости в области шва;
- выделение газов создает пористость шва;
- текучесть ванны усложняет технологию.
Подготовка чугуна к сварке
Перед сваркой, особенно ответственных деталей, необходимо произвести подготовку металла. Для этого выполняется перечень работ:
- очистка от грязи и масла для всех видов сварки;
- разделка кромок для всех видов сварки;
- установка шпилек для холодной сварки (при повышенных требованиях к прочности);
- прогрев деталей для горячей сварки;
- формовка ванны для горячей сварки.
Особенно тщательно следует удалять масло, применяя растворители или отжиг горелкой.
При разделке кромок необходимо выпилить все трещины. Если будут устанавливаться шпильки, то разделку кромок следует выполнить под углом. В кромках засверливают отверстия, нарезают резьбу и завинчивают стальные шпильки, по крайней мере, на два-три “калибра” (отношение длины к диаметру). Внешние концы шпилек должны допускать их проварку между собой.
Подготовительный нагрев деталей при горячей сварке производят постепенно, на 100-150 градусов в час. Так же медленно выполняют и охлаждение, подогревая детали с уменьшением температуры.
Варианты сварки чугуна и их краткие характеристики
В зависимости от требований к прочности и характера повреждений чугунных деталей применяют один из нескольких способов сварки.
Горячая сварка
Горячую сварку применяют в тех случаях, когда необходимо получить высокую обрабатываемость шва и близость его состава и структуры к остальной массе чугуна. Свариваемые части подготавливают, как описано выше, и прогревают до температуры 700°C. При необходимости перед нагревом устраивают форму из материалов, применяемых в литейном деле. Это требуется для сквозных и краевых (отколотых) повреждений. Шлифованные поверхности и резьбы следует защитить глиной.
Горячую сварку применяют для изделий большой массы в тех случаях, когда требуется повышенная прочность. Тепло для ванны получают либо от электрической дуги, либо от газовой горелки. Горячая сварка отличается от других видов самым большим объемом ванны (до 0.5-1 дм. куб.). Это требует устанавливать заготовки только в нижнее положение.
Присадочный материал для горячей сварки – чугунные электроды увеличенного диаметра (от 8 мм и более) или порошковая проволока.
Полугорячая сварка
Полугорячая сварка чугуна производится аналогично описанной выше горячей, но температура предварительного подогрева здесь ниже, около 300-350°C. Это способствует понижению скорости остывания металла после сварки.
При полугорячей сварке меньше степень “отбеливания” чугуна по сравнению с горячим способом, что способствует и меньшей опасности возникновения трещин. Кроме того, требуется меньше энергии на подогрев деталей.
Полугорячую сварку делают малоуглеродистыми стальными электродами с легирующими добавками или автогеном, добавляя для присадки чугунный пруток.
Холодная сварка
Наиболее часто для небольших повреждений применяется холодная сварка. Слово “холодная” здесь означает то, что предварительный подогрев свариваемых частей не производится. Это значительно упрощает процесс, хотя и не позволяет получить качества шва, достижимого при горячем способе. Но для мелких дефектов на ненагруженных деталях – корпусах механизмов, крышках и т. д. – данный способ вполне оправдан.
Для деталей, несущих нагрузку, можно применить усиление шпильками из стали, которые завариваются с внешней стороны и затем закрываются верхним швом. При холодной сварке стремятся как можно меньше нагревать металл и применяют стальные электроды небольшой толщины (3-5 мм). Для снижения нагрева применяют постоянный ток, а электрод подключают к плюсу аппарата (обратная полярность). Материал электродов должен содержать как можно меньше углерода. Но и без этого в шве образуется тонкий слой белого чугуна. Избавиться от него не помогает даже продолжительный отжиг.
Хорошие результаты дает применение никеля или монель-металла (никель 70%, медь 20%) в сварочных электродах, но этот способ дорог. Его следует применять в тех случаях, когда требуется последующее точение, шлифование или фрезерование детали. Но необходимо учесть, что механическая прочность “никелированного” чугуна снижается.
Основные способы сварки чугуна
Серый чугун можно варить несколькими способами. Чаще всего это дуговая сварка стальными или специальными электродами. Эти способы относятся к холодному методу сварки.
Ручная дуговая сварка плавящимися электродами
Самые мелкие повреждения чугунных деталей можно заварить обычными стальными электродами 3 мм с тонкой обмазкой. Перед сваркой очищают швы и выпиливают или вырубают трещины. Сварка ведется небольшим током 80-120 ампер.
Если требуется повысить качество шва при дуговом способе, то вместо трансформатора берется инвертор, так как он позволяет работать на постоянном токе. Это дает кое-какие дополнительные возможности, указанные в таблице ниже.
Причина такой разницы в физике процесса: положительный электрод сильно бомбардируется тяжелыми отрицательными ионами, что дает дополнительную энергию в общем балансе выделения тепла. Разница в температуре может достигать 700°C. В общем, за возможность избегать перегрева чугуна при электродуговой сварке приходится платить некоторую цену: тратить лишние электроды.
Применение трансформатора лишает сварщика возможности прогревать электроды разными способами, так как при переменном токе этой разницы нет – тепла выделяется поровну на каждом конце дуги. Кроме того, снижается стабильность дуги – на переменном токе она горит не все время.
Для уменьшения перегрева шва применяют движение электрода зигзагом или по кругу, как удобнее сварщику. Тепло при этом распределяется равномернее. Также полезно делить большие швы на меньшие участки, а в промежутках между выполнением участков давать остыть металлу до 80-50°C.
Чтобы повысить качество шва на чугуне, применяют электроды с добавлением меди, никеля или монель-металла (сплав меди с никелем). Наиболее простой и дешевый вариант: стальную проволоку Св-08 (Св-08А) обматывают медной проволокой и окунают в раствор силиката натрия (жидкое стекло). После высыхания обмазки можно варить.
Газовая сварка
Газ или электричество для сварки – это лишь способ нагрева, подвода энергии к сварочной ванне. Но из-за разницы в физике и химии этих процессов могут появиться технологические отличия. При сварке чугуна газом можно использовать ацетилен или пропан-бутановую смесь, но оба варианта с кислородом. Вместо электрода используется присадочная проволока из никеля или чугунный пруток. Чтобы избежать окисления, можно использовать обмазку присадочного материала флюсами (на основе буры), но часто бывает достаточно использовать прогрев металла восстановительной частью факела горелки.
Горелкой следует постепенно прогревать место вокруг сварки. Определить подходящую температуру в области шва (200-350°C) поможет только опыт сварщика. Добившись ее, производят сварку участка. Затем постепенно отводят горелку, избегая резкого остывания. Разумеется, газа тут расходуется заметно больше, чем при сварке стали, но это при газосварке чугуна неизбежно, иначе пойдут трещины.
Аргонодуговая
Аргонодуговая сварка чугуна возможна, но это слишком дорогой вариант, не дающий никаких особенных преимуществ перед другими видами сварки. Чугун не нуждается в такой тщательной защите от окисления, как, например, алюминий. Если все же приходится варить чугун аргоном, то здесь следует соблюдать те же правила:
- избегать перегрева металла;
- постепенно прогревать место шва;
- постепенно охлаждать после сварки.
Все это приводит к большому расходу аргона. Поэтому для подогрева лучше использовать другие методы. Обычно это та же ацетиленовая горелка, что лишает смысла вообще варить аргоном. При сварке аргоном обычно используют неплавящиеся электроды или полуавтомат. В последнем случае его потребуется зарядить нужным типом проволоки, например, никелевой.
Иные варианты
Из прочих вариантов можно дополнить раздел о горячей сварке. Этот способ требует самого большого расхода энергии и подготовки форм для сварочной ванны большого объема. После очистки места для шва вокруг этого места (и при необходимости) снизу делают перегородки из огнеупорной глины. Для форм также используют графитовые пластины. Снаружи форма защищается коробкой из листового железа: это гарантирует, что ванна не разольется. Для предварительного нагрева и медленного охлаждения деталей используют печи (в старые времена для больших деталей использовали костер).
При холодной сварке больших деталей металл разделывается под углом 90 градусов, а в разделочные фаски вворачивают шпильки небольшой длины из малоуглеродистой стали. Верхние концы шпилек обеих половин шва обваривают между собой также сталью с малым содержанием углерода. Они придают шву значительную прочность. Сверху шов заваривают медным или медно-никелевым сплавом.

